Plast formsprutning
Kylning är viktigaste parametern när man pratar om cykeltiden minskar, en del av min vän som är mycket intresserad av formsprutning förvirrar fortfarande hur man utformar kylsystemet i formsprut, innan man pratar om optimal design, först måste vi vara bekanta med termen och designstandarden Som kommer att användas.
Grundläggande kyllayout
I princip sker ju mer enhetlig temperatur i hålan, desto bättre resulterar produkten, desto mer enhetliga och snabba värmeöverföringsprocesser under solidifieringsprocessen desto snabbare kylprocessen och ju snabbare den cykeltid som hände. När Design, för att hålla kylprocessen snabb och enhetliga kylkanaler ska sökas närmare produktens vägg, speciellt för regioner med höga och tjocka väggar. Därför är kavitetens kylkanaler väsentliga.
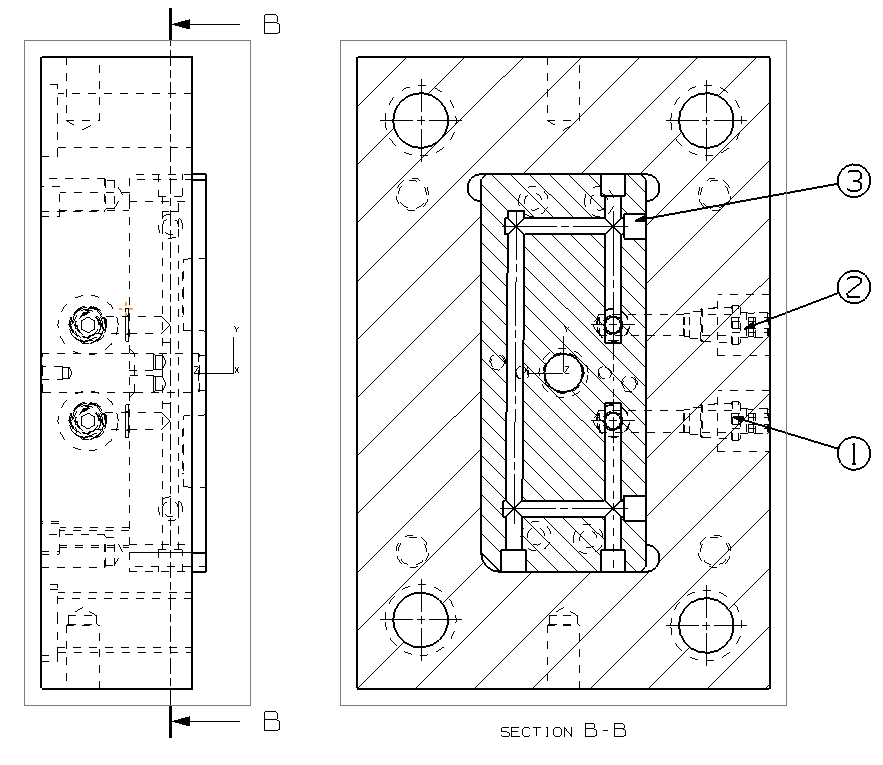
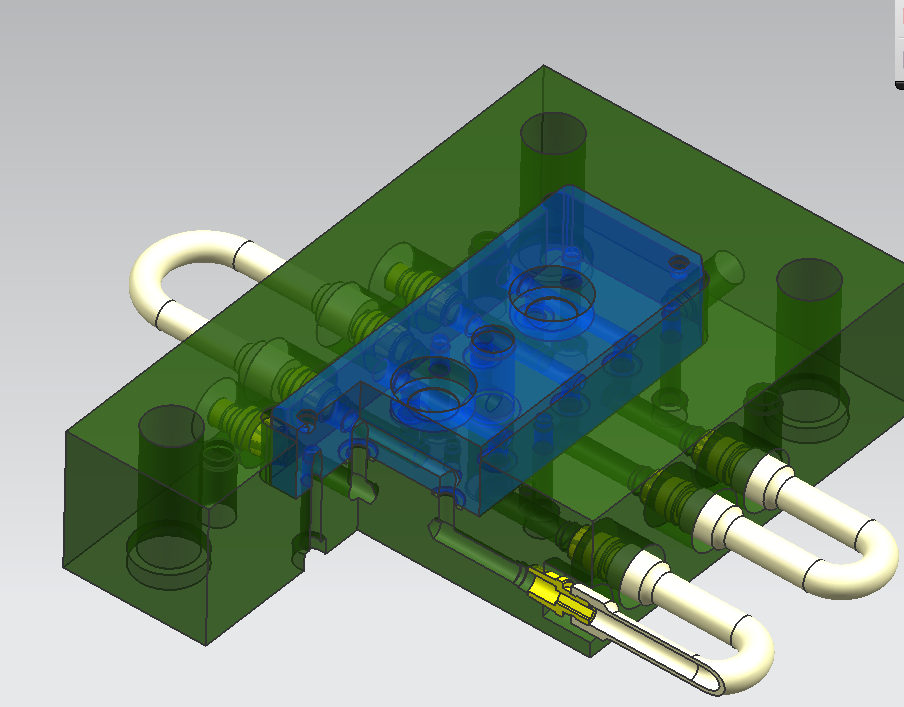
I bilden ovan är ett exempel på grundläggande anslutningar kyllayout, dess delar är
A. Hålrum färgad med blå
2. Grön är mögelbas
3. Gul är kylproppskoppling
4. Vit är slanganslutning till anslutande kylproppskoppling
På den vänstra sidan av mögel i ovanstående bild ser vi att två delar av kylproppskontakt (gul färg) på den sidan är för ingång och utgång av kylkroppsbas och kylkanal från maskinen.
Rektangel som Layout
Beror på att en kyllayout är en favorit runt produkten, eftersom borrningsprocessen ska vara rak, då formen är rektangel, förutom i form av cirkulär växel kommer att behållas.